啤酒厂天然气、氨气、二氧化碳等气体报警器系统平台
文章出处:如特安防 人气:发表时间:2018-10-30 16:33:44
啤酒生产工艺,用天然气锅炉供热、液氨冷却、产出与回收二氧化碳、沼气回收与利用,天然气、液化石油气和沼气不充分燃烧会产生一氧化碳。为这预防这些气体,防止员工受到伤害、财产损失,需安装天然气、氨气、二氧化碳、沼气、一氧化碳气体等探测器和报警控制器,形成一定规模的物联网气体安防平台,高效地检测预防气体事故。下面,详细谈谈为什么需要这些气体报警器(包括5种气体探测器和1台气体报警控制器),和物联网气体安防平台。
一、5种探测器
首先看一下,啤酒生产工艺流程: 流程:麦芽->粉碎-> 加糊化的大米,糖化->过滤->加酒花、糖,煮沸->回旋沉淀->冷却(快速冷却)->充氧->发酵(二氧化碳回收工序)->成熟->过滤->灌装。
(1)天然气、液化石油气和一氧化碳气体探测器
在上面工艺中,糊化和煮沸,需要用水蒸汽隔层加热,在清洗锅或别的容器、器具,也会用到水蒸汽。大多啤酒企业,已根据《锅炉大气污染物排放标准》(GB13271),采用1台或多台燃气锅炉,燃烧天然气或液化石油气供热。
天然气探测器: 为防止天然气泄漏,或燃烧不充分产生一氧化碳,需在天然气锅炉房安装天然气、一氧化碳探测器。天然气如有少量泄漏,会在锅炉房顶部积聚,因而需根据锅炉房顶结构,安装2-3台天然气探测器。还要在天然气到锅炉的管道阀门处安装1-2台天然气探测器,以监测这些部位气体泄漏。探测器安装位置,以下简称探点。
液化石油气探测器:液化石油气的气体比重比空气重得多,泄漏后,会在地面和地势低处积存,因而液化石油气锅炉房,探测器应安装在墙脚、离地0.3-0.6米处。依据锅炉房的具体情况,安装2-3液化石油气探测器。同样,在主要管道、阀门处,也要考滤安装1-2台探测器。
一氧化碳探测器:因其密度与空气差不多,一氧化碳探测器安装在锅户房墙壁,离地1-1.5米处。具体探测器数量和探点,要视锅炉房具体情况来定。一般需2-3台一氧化碳探测器。
如果企业拥有天然气或液化石油气储存大罐,在大罐处就高或就低来选择探点,安装2台天然气或液化石油气探测器。
另外,啤酒厂餐厅厨房,还要安装3-4台天然气或液化石油气探测器。
这样,大约需7台天然气或液化石油气探测器。如果自备气罐,则9台。
(2)二氧化碳探测器
二氧化碳的回收
在发酵过程中,产生大量CO2,直接排放掉,浪费资源,加重环境污染。滤酒和包装时,又要外购CO2,增加生产成本。为此大多企业,为控制成本、提高清洁生产水平,增设CO2回收工序,建CO2回收车间。
回收工序:
发酵罐->除泡器->密封罐->气囊->洗涤塔->汽水分离->CO2压缩机->后冷却器->汽水分离->除臭器->干燥器->过滤器->冷凝器->(提纯)->回收CO2储存罐->CO2汽化器->酿造(或包装)
或者:冷凝器->(提纯)->采购CO2储存罐->CO2槽车->销售
从上述回收工序来看,CO2回收工序涉及容器、设备、管道、阀门、管道接口很多,存在CO2泄漏危险,因此,需要在回收间设置若干探点,大约安装4-6台CO2报警器。探点,一般离地0.3-0.6米(要灵活,一定要根据车间环境来定,有时可能会离地1米多),重点监测调节阀、阀门,和CO2易积聚的的位置。最好由山东如特安防有限公司技术人员现场查看,确定探点。
二氧化碳在啤酒生产中的应用
a.制备脱氧水,以便稀释高浓度啤酒原汁;
b.用来增加糖化锅、两罐法倒酒发酵罐背压、硅胶硅藻土等助剂添砖加桶背压;
c.发酵罐洗涤和饱和,除去双乙酰、醛等挥发性生青物质,加快啤酒成熟;
d.过滤和灌装中,用CO2引酒、顶水、二次抽真空和酒缸、罐体等,目的是除氧;
e.在线填充CO2,保证成品酒CO2含量。CO2隔氧,以利于啤酒保鲜,延长啤酒保质期。
以上应用中,也要根据实际情况,决定是否安装CO2探测器。
二氧化碳对人体的危害:
二氧化碳密度较空气大,二氧化碳的浓度达到1%以上,就会使人头晕目眩。过量吸入二氧化碳,症状:头痛、头愫晕、耳鸣、气急、胸闷、乏力、心跳加快,面颊发绀、烦躁、谵妄、呼吸困难,如情况持续,就会出现嗜睡、淡漠、昏迷、反射消失、瞳孔散大、大小便失禁、血压下降甚至死亡。
在二氧化碳回收车间,以及生产应用过程中,除了合理地设置探点,安装二氧化碳探测器外,还要定期对CO2管线、阀门、管道接口处密封状况进行检查、维修。并做好回收车间排气与通风,特别是冬天,更要做好这一点。
因此,约需CO2探测器6台。
(3)氨气探测器
前面提到啤酒生产工艺中,糖化后,“冷却(快速冷却)”,该工序需降温至5-8℃。经过煮沸后,需要冷水机进行快速冷却,以保证啤酒的味道,并缩短工艺时间,实现品质控制和生产效率的双重提升。除此以外,还有3个工序需要“冷却”。
a.通过发酵设备(酵池或发酵罐)内的盘管将温度控制在8-13℃内。
b.将半成品啤酒送入储罐冷却至0℃左右,进行后熟。
c.成熟后的过滤工序:在-1℃左右进行过滤。
A.液氨直冷式
有一些啤酒厂液氨直冷式冷却,如直冷式啤酒发酵罐冷却夹套等等,来满足上述4个工序冷却需要。生产中使用液氨冷却,用到的液氨储罐属于压力容器,输送管道为压力管道。《危险化学品重大危险源辨识》(GB18218-2009) 中:液氨属于毒性气体,临界量为10吨。液氨泄露后立刻挥发为氨气,氨气与空气混合形成爆炸性混合物,遇明火、高热能引起燃烧爆炸。可能泄漏点:a.制冷系统中管路、阀门、法兰处的氨气易泄漏;b.储罐发生泄漏,安全阀失效;c.储罐超压爆炸泄漏。
液氨储罐爆炸:液氨储罐内压一般1.6MP,可环境温度达到40℃时,罐内压力会大于2.5MP。液氨储罐一旦爆炸,瞬间液氨泄出,立即挥发为气氨,和空气混合后遇火源发生二次爆炸,爆炸威力大,且会损坏其它设备。加之氨的毒害性,挥发后能造成大面积污染和人员大量伤亡。 超压爆炸的原因:安全阀失灵、储氨器中液氨超量、设备缺陷。
液氨储罐和压力管道,是重点管理和防范的要害部位,要确保安全运行,保障员工生命和财产安全。操作人员必须严格按操作规程操作,定时检测液氨储罐内压,并控制在安全工作压力下。定期检查设备和压力表、液位计、安全阀,发现问题及时处理和报告。同时,还应前面提到的泄漏点安装氨气泄漏探测器,一旦检测到氨气浓度达到一定值,及时报警,从而采取措施,避免事故发生。
B.冷水机
冷水机,是把上述“液氨直冷式”系统化、集成化,安全性能要好许多。但也要操作人员严格按使用说明书(更具体的、更有针对性的操作规程),并定期检查冷水机各部件:压力表、液位计、安全阀等,发现问题处理(有时可能需要冷水机制造商参与),并报告。同时还应在可能发生泄漏部位安装氨气泄漏探测器。
大约,需要安装4-6台氨气探测器
(4)污水处理站:沼气探测器
啤酒厂废水中,化学需氧量CODcr(1000-2500mg/L)、生化需氧量BOD5(600-1500mg/L)、悬浮物(SS)等超标,直接排放,污染环境。按《啤酒工业污染物排放标准》(GB19821-2005)中啤酒企业排放标准的水质要求,必须建污水处理站。
一般污水处理工艺如下:
生产废水->粗格栅->集水井->细格栅->预沉池->调节投配池->厌氧罐->中沉池->接触氧化池->二沉池->排入市政管网
在厌氧罐中进行厌氧处理,会产生大量的沼气。沼气的主要成分是甲烷,一种温室气体,国家明令禁止直接排放。沼气的处理和利用,不仅涉及到经济效益,而且关系到环境保护问题。不同啤酒厂处理沼气方法不同,一般有以下方法:
a.用于内燃机发电;
b.用于燃料电池发电;
c.用于小型锅炉生产蒸气;
d.少数企业采用火炬高点燃烧放空。
以上方法,都涉及沼气储存罐、管道、压力调节器、法兰、减压阀、阀门等管道配件。
根据环保部门要求,要在厌氧罐顶部安装2-4台沼气探测器。为确保安全回收和利用沼气,要在储存罐和输送管道,可能发生沼气泄漏的地地方设置3-5个探点。切实做好,沼气泄漏预防,防止火灾和爆炸事故发生。同时,在沼气锅炉、燃烧发电工区,也要安装1-2台CO探测器。
总之,大约需7台沼气探测器,1-2台CO探测器。
二、构筑物联网安防平台
据上述: 啤酒厂,大约需7台天然气或液化石油气探测器(如果自备气罐,则9台);约需CO2探测器6台;4-6台氨气报警器;7台沼气探测器;4台CO探测器(天然气锅房2台、沼气燃烧2台)。共23-27台气体探测器。各种气体具体预防探点,为达到较好的预防效果,最好由山东如特安防设备有限公司技术人员现场察看,来确定。
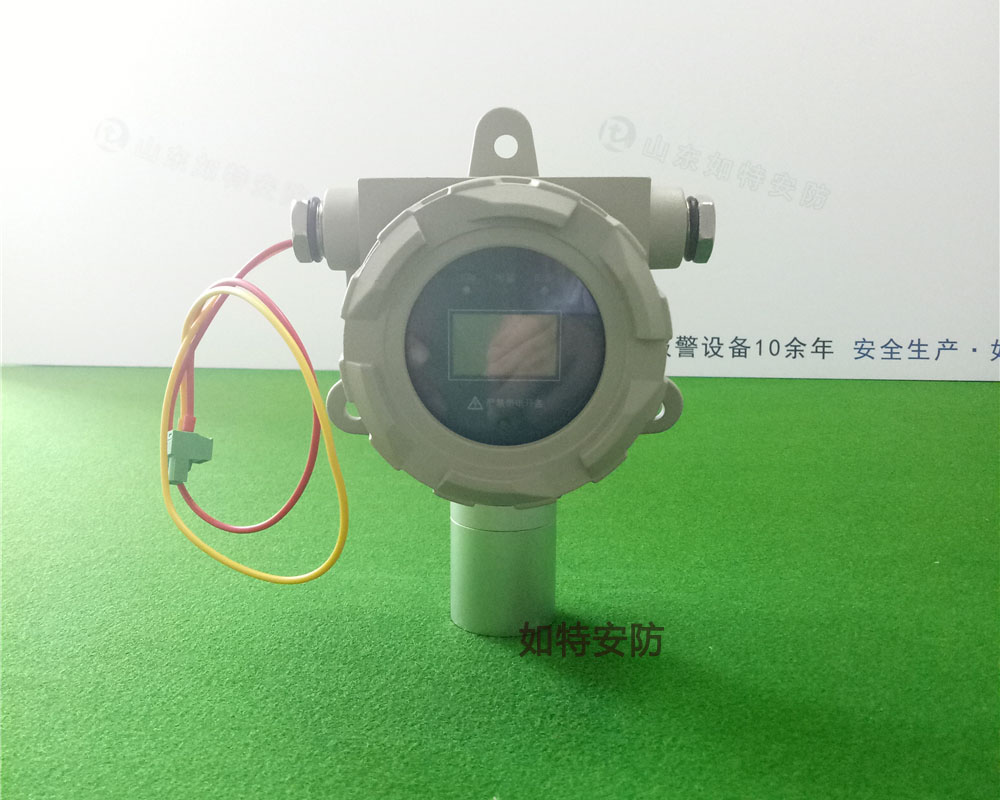
为便于便于维护,建议选择RBT-6000系列探测器:
天然气、液化石油气或沼气,选择固定式RBT-6000-ZL型(催化燃烧式传感器),选配声光报警灯;
CO2,氨气、一氧化碳,可选择固定式RBT-6000-ZLGM型(电化学式传感器),或RBT-6000-ZLG型,或RBT-6000-ZLGX(可现场显示浓度),选配声光报警灯;
探测器负责检测探点气体密度,报警控制器集中显示探测器检测的数据,一旦某台探测器检测浓度超过预定值,报警控制器报警,并可联动电磁阀、排气扇等相关设备,发送手机短信给工程技术负责人。通过报警控制器,可向当地安监部门数据中心传递数据。
报警控制器,可选择RBK-6000-ZL30型气体报警控制器。
根据实际需要,可能还要安装天然气或液化石油气电磁阀、排气扇、信号中继器、数据传输模块等相关装置。采用总线式,构筑物联网安防平台,详细内容请查阅:选配气体探测报警控制器,构建小型物联网气体安防平台。
啤酒生产,涉及气体较多,气体安全预防不可忽视。安装天然气或液化石油气、氨气、二氧化碳、沼气、一氧化碳气体探测器,和报警探制器,精心打造物联网气体安防平台,切实保护员工身体健康和财产安全。
相关文章:
液化石油气(LPG)服务管道的安全防护
液化石油气(LPG)储罐的安全防护
本文标签字:天然气报警器 一氧化碳报警器 氨气探测器 沼气探测器 二氧化碳探测器



同类文章排行
- 江苏餐饮用户安装燃气泄漏自动切断报警器的相
- 可燃气体报警器检测量程及报警值设置的依据标
- 2020年双节(国庆中秋)山东如特安防假期时间以
- 山东如特安防都有什么产品
- 4台黄色款KP836(NO2 O2 CO SO2)四合一有毒气体检测
- 什么是GDS气体检测报警系统
- 20台R10型CO气体检测仪发往南通印刷厂
- S316型二合一(甲基砒啶+氨气)气体检测报警仪老
- 柴油气体报警器控制器"E2"代表的通讯故障有哪
- 如特安防技术部为客户测试老化KP826四合一气体检
最新资讯文章
- 2020年双节(国庆中秋)山东如特安防假期时间以
- 4台黄色款KP836(NO2 O2 CO SO2)四合一有毒气体检测
- 20台R10型CO气体检测仪发往南通印刷厂
- S316型二合一(甲基砒啶+氨气)气体检测报警仪老
- 如特安防技术部为客户测试老化KP826四合一气体检
- 山东如特安防端午节放假通知
- RBT-8000-FCX型环氧乙烷气体探测器发往苏州医用品
- 双头可燃气体检测仪RBBJ-T20今日发往石家庄
- 11日发新乡两台R10糠醛气体检测仪 报警值40μmol
- 5月11日3套一拖二天然气泄漏切断报警器发货到镇
- 山东如特安防设备有限公司五一放假公告
- 美食街饭店餐馆厨房安装如特燃气泄漏检测报警
- 德州物流仓储公司安装6路氟利昂气体报警器用于
- 一带八溶剂油(稀料)气体报警器带证发往宁波
- 福建客户订购:液化气餐饮设备配套RBBJ-T丙烷气
- 水泥厂安装现场声光报警功能的气体报警器检测
- 山东如特安防清明节放假以及下单发货通知
- 芜湖家居厂订购RBT-8000-FCX可燃油漆气体探测器,
- 水处理厂订购RBT-8000-FCX型氢气报警器(0-1000ppm)
- 3套一对二天然气报警器发往江苏泰州锅炉设备厂

如特安防手机版网站二维码